












Online


Detailed explanation of raw materials and manufacturing process for graphite electrodes
2024-07-17
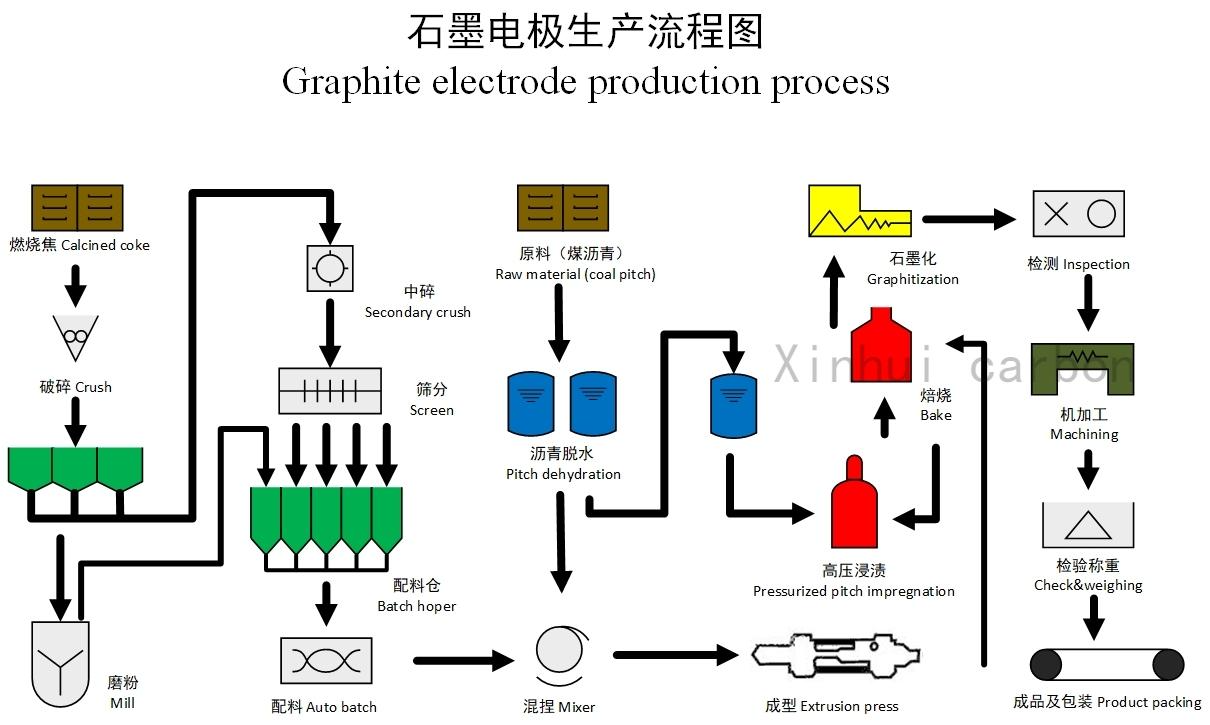
Graphite electrodes are a kind of high-temperature resistant graphite conductive material produced by a series of processes such as mixing, molding, roasting, impregnation, graphitization, and mechanical processing using petroleum coke and needle coke as aggregates and coal tar as binder.
Graphite electrodes are important high-temperature conductive materials for electric furnace steelmaking. Electric energy is input into the electric furnace through graphite electrodes, and the high temperature generated by the arc between the electrode end and the charge is used as a heat source to melt the charge for steelmaking. Other ore-fired furnaces for smelting yellow phosphorus, industrial silicon, abrasives and other materials also use graphite electrodes as conductive materials. Graphite electrodes are also widely used in other industrial sectors due to their excellent and special physical and chemical properties.
The raw materials for producing graphite electrodes are petroleum coke, needle coke and coal tar.
Petroleum coke is a combustible solid product obtained by coking petroleum residue and petroleum asphalt. It is black and porous, with carbon as the main element and very low ash content, generally below 0.5%. Petroleum coke belongs to the category of easily graphitized carbon. Petroleum coke is widely used in chemical, metallurgical and other industries. It is the main raw material for producing artificial graphite products and carbon products for electrolytic aluminum.
Petroleum coke can be divided into raw coke and calcined coke according to the heat treatment temperature. The former is petroleum coke obtained by delayed coking, contains a large amount of volatile matter and has low mechanical strength. Calcined coke is obtained by calcining raw coke. Most refineries in China only produce raw coke, and calcination operations are mostly carried out in carbon plants.
Petroleum coke can be divided into three types according to the sulfur content: high-sulfur coke (sulfur content above 1.5%), medium-sulfur coke (sulfur content 0.5%-1.5%), and low-sulfur coke (sulfur content below 0.5%). Low-sulfur coke is generally used in the production of graphite electrodes and other artificial graphite products.
Needle coke is a high-quality coke with obvious fibrous texture, extremely low thermal expansion coefficient and easy graphitization. When the coke block breaks, it can be split into long and thin strip particles according to the texture (the aspect ratio is generally above 1.75). The anisotropic fibrous structure can be observed under a polarizing microscope, so it is called needle coke.
The anisotropy of the physical and mechanical properties of needle coke is very obvious. It has good electrical and thermal conductivity parallel to the long axis of the particle, and the thermal expansion coefficient is low. During extrusion molding, the long axis of most particles is arranged in the extrusion direction. Therefore, needle coke is a key raw material for the manufacture of high-power or ultra-high-power graphite electrodes. The graphite electrodes made have low resistivity, small thermal expansion coefficient, and good thermal shock resistance.
Needle coke is divided into oil-based needle coke produced from petroleum residue as raw material and coal-based needle coke produced from refined coal tar raw material.
Coal tar is one of the main products of deep processing of coal tar. It is a mixture of various hydrocarbons. It is a black, high-viscosity semi-solid or solid at room temperature. It has no fixed melting point. It softens and then melts when heated. The density is 1.25-1.35g/cm3. According to its softening point, it is divided into three types: low-temperature, medium-temperature and high-temperature asphalt. The yield of medium-temperature asphalt is 54-56% of coal tar. The composition of coal tar is extremely complex, which is related to the properties of coal tar and the content of heteroatoms, and is also affected by the coking process system and coal tar processing conditions. There are many indicators to characterize the characteristics of coal tar, such as asphalt softening point, toluene insoluble matter (TI), quinoline insoluble matter (QI), coking value and coal tar rheology.
Coal tar is used as a binder and impregnating agent in the carbon industry. Its performance has a great influence on the production process and product quality of carbon products. Binder asphalt generally uses medium-temperature or medium-temperature modified asphalt with moderate softening point, high coking value and high β resin. The impregnating agent should use medium-temperature asphalt with low softening point, low QI and good rheological properties.
Calcination: The production process of heat treatment of carbon raw materials at high temperature to discharge the contained moisture and volatiles, and correspondingly improve the physical and chemical properties of the raw materials is called calcination. Generally, carbon raw materials are calcined using gas and its own volatiles as heat sources, with the highest temperature being 1250-1350℃.
Calcination causes profound changes in the organizational structure and physical and chemical properties of carbon raw materials, which are mainly reflected in the improvement of the density, mechanical strength and conductivity of coke, the improvement of the chemical stability and antioxidant properties of coke, and lays the foundation for subsequent processes.
The main calcination equipment includes pot calciners, rotary kilns and electric calciners. The calcination quality control indicators are that the true density of petroleum coke is not less than 2.07g/cm3, the resistivity is not more than 550μΩ.m, the true density of needle coke is not less than 2.12g/cm3, and the resistivity is not more than 500μΩ.m.
Crushing and batching of raw materials
Before batching, large pieces of calcined petroleum coke and needle coke must be medium crushed, ground and screened.
Medium crushing usually involves further crushing materials of about 50 mm through jaw crushers, hammer crushers, roller crushers and other crushing equipment to the 0.5-20 mm particle size required for batching.
Grinding is the process of grinding carbon raw materials into powdery small particles with a particle size of less than 0.15 mm or 0.075 mm through equipment such as hanging roller mills (Raymond mills) and ball mills.
Screening is the process of dividing materials with a wide size range after crushing into several particle sizes with a narrower size range through a series of sieves with uniform openings. Current electrode production usually requires 4-5 particle sizes and 1-2 powder sizes.
Batching is the production process of calculating, weighing and focusing aggregates, powders and binders of various particle sizes according to the formula requirements. The scientific suitability of the formula and the stability of the batching operation are one of the most important factors affecting product quality indicators and performance.

The formula needs to determine 5 aspects:
① Select the type of raw materials;
② Determine the ratio of different types of raw materials;
③ Determine the particle size composition of solid raw materials;
④ Determine the amount of binder;
⑤ Determine the type and amount of additives.
Kneading: The process of mixing a certain amount of carbonaceous granular materials and powders of various particle sizes with a certain amount of binder at a certain temperature and kneading them into a plastic paste is called kneading.
Kneading process: dry mixing (20-35 min) wet mixing (40-55 min)
The role of kneading:
① During dry mixing, various raw materials are mixed evenly, and solid carbonaceous materials of different particle sizes are evenly mixed and filled to improve the density of the mixture;
② After adding coal tar, the dry material and asphalt are mixed evenly, and the liquid asphalt is evenly coated and infiltrated on the surface of the particles to form an asphalt bonding layer, which bonds all materials together, and then forms a homogeneous plastic paste, which is conducive to molding;
③ Part of the coal tar penetrates into the internal voids of the carbonaceous material, further improving the density and bonding of the paste.
Molding: The molding of carbon materials refers to the process in which the kneaded carbon paste undergoes plastic deformation under the external force applied by the molding equipment, and finally forms a green body (or raw product) with a certain shape, size, density and strength.
Inspection of green body: volume density, appearance knocking, analysis
Baking: It is a process in which the green body of carbon products is placed in a specially designed heating furnace under the protection of fillers for high-temperature heat treatment to carbonize the coal tar in the green body. The asphalt coke formed after the carbonization of coal tar consolidates the carbonaceous aggregate and powder particles together. The baked carbon products have high mechanical strength, low resistivity, good thermal stability and chemical stability.
Baking is one of the main processes in the production of carbon products, and it is also an important part of the three major heat treatment processes in the production of graphite electrodes. The baking production cycle is long (22-30 days for the first baking and 5-20 days for the second baking depending on the furnace type), and the energy consumption is high. The quality of green body baking has a certain impact on the quality of the finished product and the production cost.
The coal tar in the green body is coked during the baking process, and about 10% of the volatile matter is discharged. At the same time, the volume shrinks by 2-3%, and the mass loss is 8-10%. The physical and chemical properties of the carbon blank also changed significantly. Due to the increase in porosity, the volume density dropped from 1.70g/cm3 to 1.60g/cm3, the resistivity dropped from about 10000μΩ.m to 40-50μΩ.m, and the mechanical strength of the baked blank was greatly improved.
Secondary baking is a process in which the baked product is baked again after impregnation to carbonize the asphalt impregnated in the pores of the baked product. Electrodes (all varieties except RP) and joint blanks with higher volume density requirements need to be baked twice, and joint blanks also need to be dipped three times and baked four times or dipped twice and baked three times.
Main types of roasting furnaces:
Continuous operation----ring furnace (with cover, without cover), tunnel kiln
Intermittent operation----downdraft kiln, car bottom roasting furnace, box roasting furnace
Roasting curve and maximum temperature:
Primary roasting----320, 360, 422, 480 hours, 1250 ℃
Secondary roasting----125, 240, 280 hours, 700-800 ℃
Inspection of roasted products: appearance knocking, resistivity, bulk density, compressive strength, internal structure analysis
Impregnation is a process in which the carbon material is placed in a pressure vessel and the liquid impregnant asphalt is impregnated into the pores of the product electrode under certain temperature and pressure conditions. The purpose is to reduce the porosity of the product, increase the bulk density and mechanical strength of the product, and improve the electrical and thermal conductivity of the product.
The process flow and relevant technical parameters of impregnation are: roasting blank - surface cleaning - preheating (260-380 ℃, 6-10 hours) - loading into impregnation tank - vacuuming (8-9KPa, 40-50min) - asphalt injection (180-200 ℃) - pressurization (1.2-1.5MPa, 3-4 hours) - asphalt return - cooling (inside or outside the tank)
Inspection of impregnated products: impregnation weight gain rate G=(W2-W1)/W1×100 %
Primary impregnation product weight gain rate ≥14%
Secondary impregnation product weight gain rate ≥9%
Third impregnation product weight gain rate ≥5%
Graphitization refers to the high-temperature heat treatment process of heating carbon products to above 2300 ℃ in a protective medium in a high-temperature electric furnace to convert amorphous chaotic layer structure carbon into a three-dimensional ordered graphite crystalline structure.

Purpose and function of graphitization:
① Improve the electrical and thermal conductivity of carbon materials (resistivity is reduced by 4-5 times, thermal conductivity is increased by about 10 times);
② Improve the thermal vibration resistance and chemical stability of carbon materials (linear expansion coefficient is reduced by 50-80%);
③ Make carbon materials lubricating and wear-resistant;
④ Expel impurities and improve the purity of carbon materials (the ash content of the product is reduced from 0.5-0.8% to about 0.3%).
Implementation of graphitization process:
The graphitization of carbon materials is carried out at a high temperature of 2300-3000 ℃, so it can only be achieved in industry through electric heating, that is, the current directly passes through the heated roasted product. At this time, the roasted product loaded into the furnace is both a conductor that generates high temperature through the current and an object that is heated to high temperature.
The furnace types currently widely used are Acheson graphitization furnace and internal heat series connection (LWG) furnace. The former has large output, large temperature difference and high power consumption, while the latter has short heating time, low power consumption, uniform resistivity but difficult to install joints.
The control of the graphitization process is to determine the power curve corresponding to the temperature rise by temperature measurement. The power-on time is 50-80 hours for Acheson furnace and 9-15 hours for LWG furnace.
The power consumption of graphitization is very large, generally 3200-4800KWh, and the process cost accounts for about 20-35% of the total production cost.
Inspection of graphitized products: appearance knocking, resistivity test
Machining: The purpose of machining carbon graphite materials is to rely on cutting to achieve the required size, shape, precision, etc., to make electrode bodies and joints that meet the use requirements.
Graphite electrode processing is divided into two independent processing processes: electrode body and joint.
The body processing includes three processes: boring and rough flat end face, turning outer circle and fine flat end face, and milling thread. The processing of conical joints can be divided into 6 processes: cutting, flat end face, turning conical surface, milling thread, drilling and bolting, and slotting.
Electrode joint connection mode: conical joint connection (one-inch three buckles and one-inch four buckles), cylindrical joint connection, concave-convex connection (male and female buckle connection)
Control of processing accuracy: thread taper deviation, thread pitch, joint (hole) major diameter deviation, joint hole coaxiality, joint hole verticality, electrode end surface flatness, joint four-point deviation, etc. Check with special ring gauges and plate gauges.
Inspection of finished electrodes: accuracy, weight, length, diameter, volume density, resistivity, pre-installation fit accuracy, etc.
Related Blogs

Specialty Graphite Terminal Applications
In recent years, the downstream applications of special graphite are still expanding. As a new material with multiple excellent properties, the special graphite industry market is still not saturated and is facing new opportunities.
Panorama of the Special Graphite Industry Chain
Special graphite materials refer to graphite with a carbon mass fraction greater than 99%, also known as "three high graphite" (high strength, high density, high purity), which belongs to new carbon materials.

Graphite actually hides a "technological mine"? The reserves are no less than one million tons!
In the past few years, the recycling of waste lithium batteries has attracted widespread attention, and the enthusiasm has not diminished. In particular, the positive electrode contains high-value metal elements such as Li, Co, Ni, and Mn, and the enthusiasm for recycling is comparable to digging for gold in the "urban mine"
Causes and countermeasures of cracks in carbon products during baking
Since the binder used in most carbon products is coal tar, during the roasting process, the raw product to the roasted product has a process from hardening (raw product strength) to softening and hardening (roasted product strength).
Specialty Graphite Terminal Applications
In recent years, the downstream applications of special graphite are still expanding. As a new material with multiple excellent properties, the special graphite industry market is still not saturated and is facing new opportunities.
Panorama of the Special Graphite Industry Chain
Special graphite materials refer to graphite with a carbon mass fraction greater than 99%, also known as "three high graphite" (high strength, high density, high purity), which belongs to new carbon materials.
Graphite actually hides a "technological mine"? The reserves are no less than one million tons!
In the past few years, the recycling of waste lithium batteries has attracted widespread attention, and the enthusiasm has not diminished. In particular, the positive electrode contains high-value metal elements such as Li, Co, Ni, and Mn, and the enthusiasm for recycling is comparable to digging for gold in the "urban mine"
Causes and countermeasures of cracks in carbon products during baking
Since the binder used in most carbon products is coal tar, during the roasting process, the raw product to the roasted product has a process from hardening (raw product strength) to softening and hardening (roasted product strength).
Contact Us