












Online


Causes and countermeasures of cracks in carbon products during baking
2024-07-17
Since the binder used in most carbon products is coal tar, during the roasting process, the raw product to the roasted product has a process from hardening (raw product strength) to softening and hardening (roasted product strength). During the roasting temperature rise process, the product expands with the temperature rise, shrinks violently and shrinks slowly. The strength of the product has a process from strong to weak to gradually strong. However, due to the restrictions of roasting equipment and process, the product is not consistent as a whole in the above changes, but has a temperature gradient difference. This inconsistency in internal and external temperatures causes inconsistent expansion and contraction. When the product hardens, stress will be generated. When the stress of the product due to shrinkage or expansion inconsistency exceeds its own strength, various cracks and waste products will be generated, and even "no grain" will be harvested in severe cases. This article focuses on the various reasons for cracks caused by unreasonable temperature rise rate (irrational roasting curve) during roasting, and attempts to formulate countermeasures for reference.
1. Mechanism of roasting process
2. Reasons for producing waste products due to unreasonable roasting curve
3. Slow heating in preheating stage
4. Fast heating in light fraction volatilization stage
5. Fast heating in initial stage of thermal polymerization
6. Fast cooling
7. Other reasons
8. Countermeasures for cracked waste products in roasting process
9. Pay attention to the roasting test of paste
10. Design and optimize the roasting temperature rise curve
11. Eliminate problems caused by other reasons
一、 Introduction to roasting mechanism
2. Brief introduction of roasting machine
Factors affecting the division of roasting stages
Product specifications
Particle size of solid raw materials
Forming process and method
Characteristics of roasting furnace (temperature difference in furnace, temperature difference between furnaces, negative pressure, etc.)
Characteristics of asphalt
Characteristics after mixing asphalt with solid raw materials
3. Brief introduction of roasting mechanism
Factors affecting the division of roasting stages
Measurement of asphalt thermal polymerization stage at medium temperature asphalt
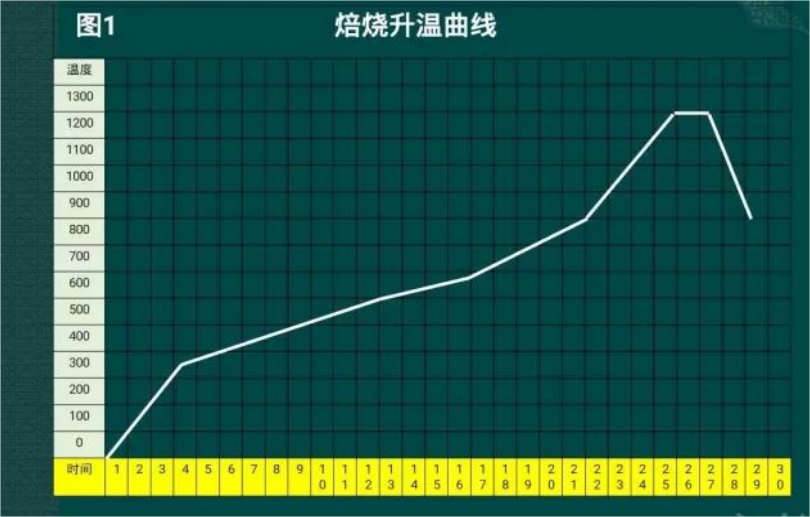
Room temperature -200℃: asphalt melts from glass to liquid
200℃-400℃: light fraction volatilizes
400℃-480℃: rapid thermal decomposition of asphalt components
480℃-550℃: pyrolysis reaction weakens, polycondensation reaction strengthens, forming semi-coke 550℃-800℃: H2 and CH4 continue to be discharged, and the density and strength of coke increase
>800℃: a small amount of gas is discharged and stabilized at 1100℃
4. Introduction to roasting mechanism
Factors affecting the division of roasting stages
Conclusion: Different asphalts have different thermal decomposition polymerization temperature curves,
Different raw materials and asphalt combinations have different thermal decomposition polymerization curves
If test samples are made for the asphalt and raw materials used, the various stages of roasting can be basically accurately distinguished, laying the foundation for the scientific formulation of roasting curves and improving roasting efficiency.
Of course, factors such as the type of raw materials used, the forming method, the material and particle size of the roasting insulation material, and the structure of the furnace also affect the division of roasting stages.
5. Reasons for unreasonable roasting curves to produce waste products
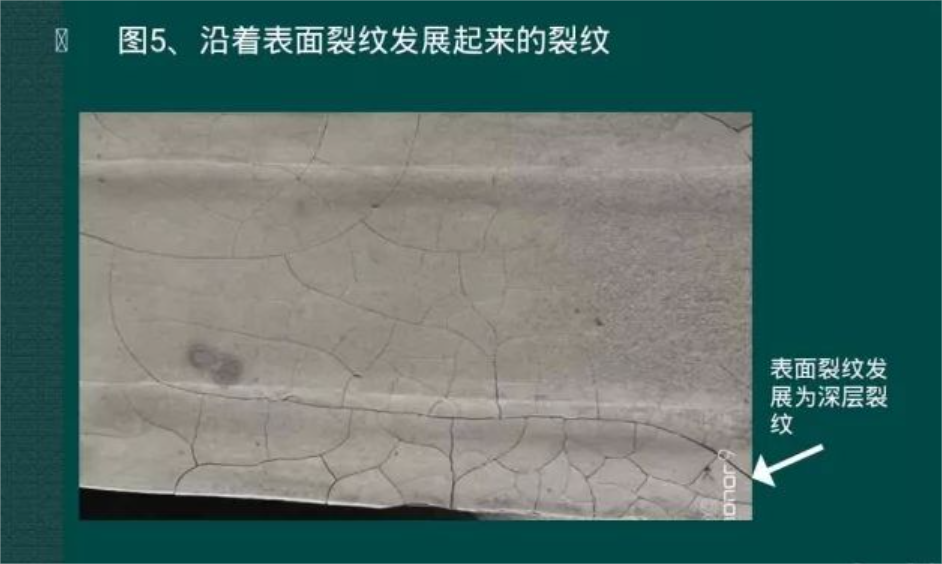
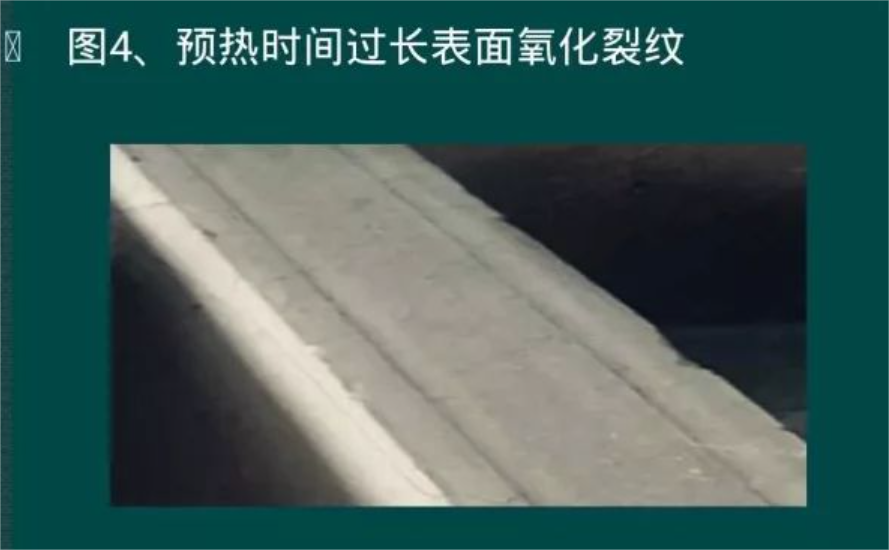
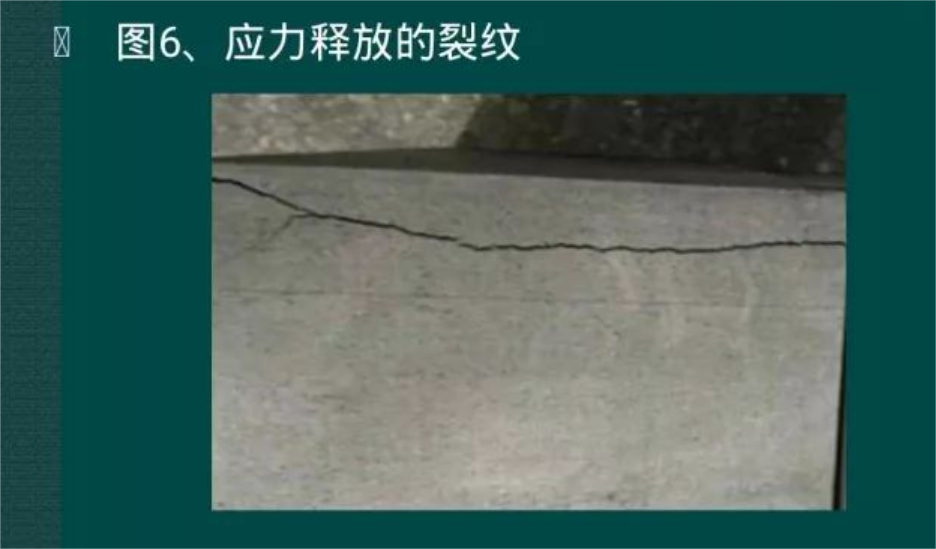
1. The preheating stage is too slow: the surface asphalt of the product is oxidized and crusted (cracked) and shrinks. Since the paste under the surface is still in a softened state, this surface shrinkage crack is manifested as irregular network cracks with a shallow depth (see Figure 4). If the subsequent heating curve is normal, the product can still have a good structure inside. This situation is more likely to occur when using asphalt with a low softening point as a binder. If the subsequent heating is abnormal, it is possible to extend along the surface cracks and develop into larger cracks (see Figure 5). If the temperature rises too slowly during the preheating stage, sometimes there will be no cracks, but the surface density will become lower and the color will also be different. At this stage, some products with special molding processes have relatively large internal stress retention. Uneven preheating temperature may also cause cracks due to stress release. Most of the cracks are perpendicular to the stress-bearing surface of the product. (See Figure 6).
6. Reasons for waste caused by unreasonable roasting curve
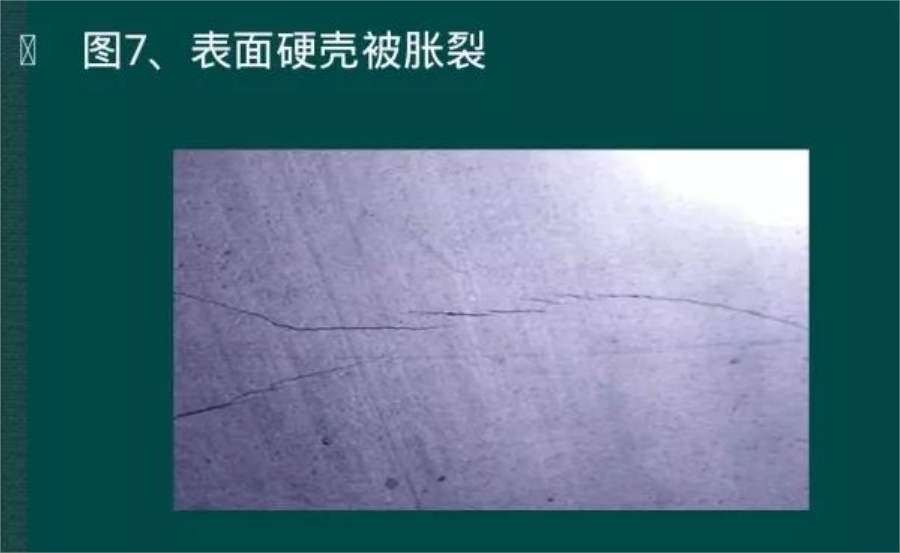
The temperature rises too fast in the initial stage of light fraction volatilization and asphalt thermal polymerization;
The surface volatilizes too fast and begins to shrink and form a hard crust, while the inner layer is still melting and expanding, causing the surface layer to crack (see Figure 7);
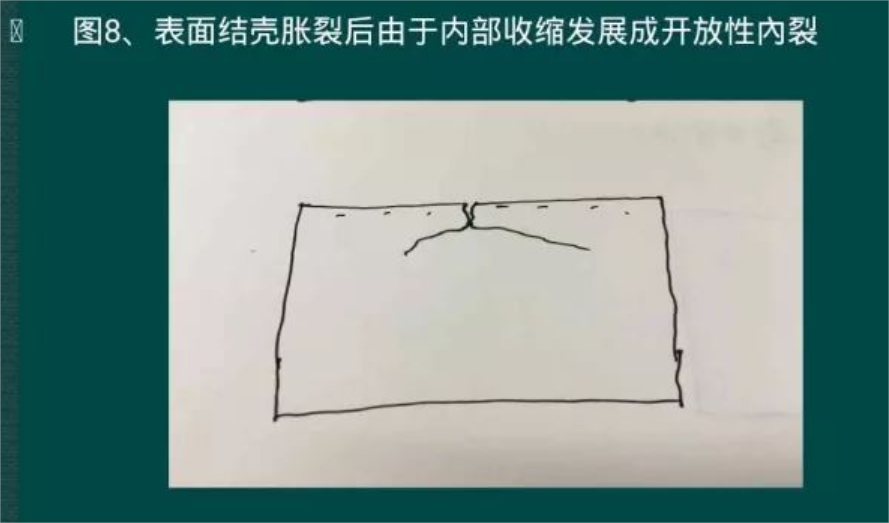
The surface layer forms a crust too quickly and cokes, which creates a large resistance to the overflow of a large amount of volatiles inside, causing
The surface of the product to crack, and sometimes this crack will further develop into an internal crack (see Figure 8);
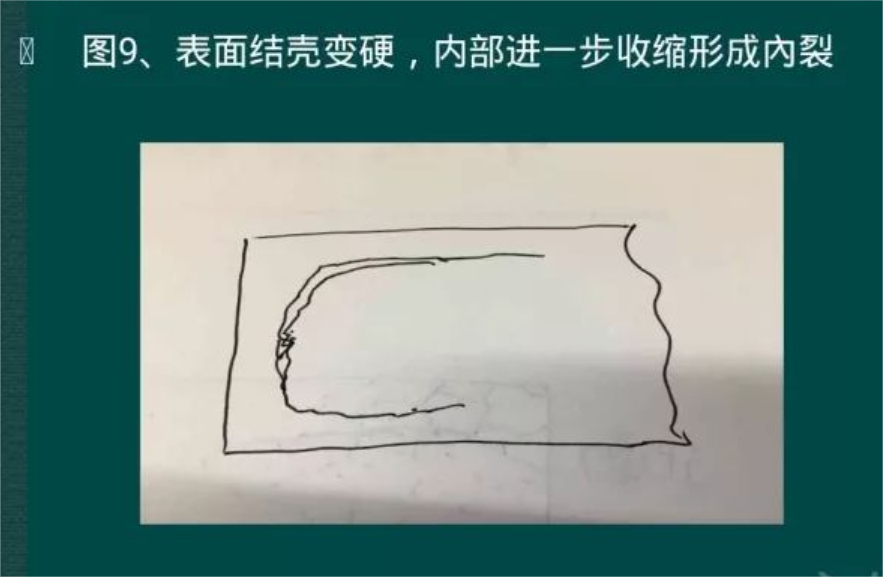
After the surface layer forms a hard crust, as the temperature continues to rise, the hard crust loses its elasticity to shrink inward, and the inner layer separates from the surface hard crust during the subsequent shrinkage process, forming an internal crack (see Figure 9);
7. Reasons for waste caused by unreasonable roasting curve
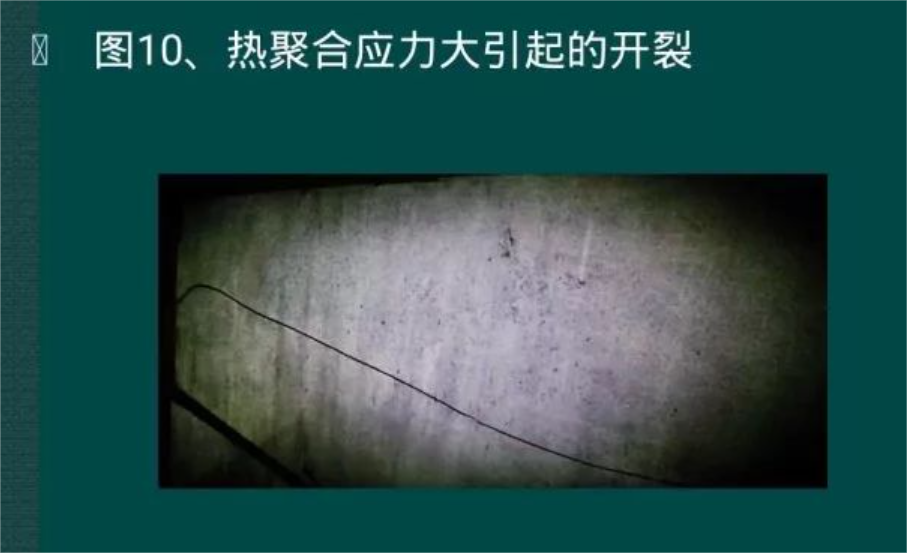
The temperature rises too fast in the thermal polymerization stage;
The initial stage of thermal polymerization and the volatilization stage of light fractions are not completely separated. When the volatilization of light fractions begins, thermal polymerization also gradually unfolds with the increase of temperature. The appearance of the product is that it gradually hardens from softening, the volume shrinkage changes from fast to slow, and it gradually loses elasticity and the strength gradually increases. The cracking problem at this time is that the temperature difference from the surface to the inside of the product causes inconsistent shrinkage, which produces stress. When the stress is greater than the strength of the product itself, the product will "break open". This kind of cracking is generally deeper and often cracks along the defects or stress points of the product itself. The cracks are relatively long (see Figure 10) and more "decisive". Since the product shrinks relatively quickly in the early stage of thermal polymerization, problems often occur at this stage; in the later stage of thermal polymerization, the bonding coke morphology tends to be stable and the product strength gradually increases, and problems are often not easy to occur.
Related Blogs

Specialty Graphite Terminal Applications
In recent years, the downstream applications of special graphite are still expanding. As a new material with multiple excellent properties, the special graphite industry market is still not saturated and is facing new opportunities.
Panorama of the Special Graphite Industry Chain
Special graphite materials refer to graphite with a carbon mass fraction greater than 99%, also known as "three high graphite" (high strength, high density, high purity), which belongs to new carbon materials.

Graphite actually hides a "technological mine"? The reserves are no less than one million tons!
In the past few years, the recycling of waste lithium batteries has attracted widespread attention, and the enthusiasm has not diminished. In particular, the positive electrode contains high-value metal elements such as Li, Co, Ni, and Mn, and the enthusiasm for recycling is comparable to digging for gold in the "urban mine"

Detailed explanation of raw materials and manufacturing process for graphite electrodes
Graphite electrodes are a kind of high-temperature resistant graphite conductive material produced by a series of processes such as mixing, molding, roasting, impregnation, graphitization, and mechanical processing using petroleum coke and needle coke as aggregates and coal tar as binder.
Specialty Graphite Terminal Applications
In recent years, the downstream applications of special graphite are still expanding. As a new material with multiple excellent properties, the special graphite industry market is still not saturated and is facing new opportunities.
Panorama of the Special Graphite Industry Chain
Special graphite materials refer to graphite with a carbon mass fraction greater than 99%, also known as "three high graphite" (high strength, high density, high purity), which belongs to new carbon materials.
Graphite actually hides a "technological mine"? The reserves are no less than one million tons!
In the past few years, the recycling of waste lithium batteries has attracted widespread attention, and the enthusiasm has not diminished. In particular, the positive electrode contains high-value metal elements such as Li, Co, Ni, and Mn, and the enthusiasm for recycling is comparable to digging for gold in the "urban mine"
Detailed explanation of raw materials and manufacturing process for graphite electrodes
Graphite electrodes are a kind of high-temperature resistant graphite conductive material produced by a series of processes such as mixing, molding, roasting, impregnation, graphitization, and mechanical processing using petroleum coke and needle coke as aggregates and coal tar as binder.
Contact Us